Viimeksi tarkistettu 30. toukokuuta 2026
Dynaaminen tasapainotus A:sta Ö:hön: täydellinen opas tärinän ja epätasapainon poistamiseen
Joka vuosi jopa 30 % teollisuuslaitteiden vioista aiheutuu tärinästä. Yhdeksässä tapauksessa kymmenestä perimmäinen syy on roottorin epätasapaino. Se on näkymätön vihollinen, joka hitaasti mutta varmasti tuhoaa koneen sisältä päin: ennenaikaisesta laakereiden kulumisesta aina katastrofaalisiin vikoihin ja hätäseisokkeihin saakka.
Epätasapaino ei ole pieni vika vaan vakava uhka kaikille pyöriville laitteille. Ongelman huomiotta jättäminen johtaa tuhoisiin seurauksiin: jopa 80 % laakereiden vioista aiheutuu epätasapainosta tai kohdistusvirheestä; ylimääräinen energiankulutus voi olla 10-25%, ja suunnittelemattoman hätäseisokin kustannukset nousevat satoihin tuhansiin euroihin.
Mitä opit tästä oppaasta:
- Epätasapainon fyysinen luonne ja miksi se syntyy
- Epätasapainon tyypit ja kunkin korjausmenetelmä
- Milloin ja miksi tasapainotus on tarpeen
- Nykyaikaiset tasapainotusmenetelmät ja -laitteet
- Tasapainoluokat ja ISO-standardit
- Taloudellinen perustelu tasapainotukselle ajoissa
- Kuinka tasapainotuspalvelu tilataan oikein
Luku 1: Mitä epätasapaino on — ongelman juurisyy?
Yksinkertainen selitys
Epätasapaino on tila, jossa pyörivän osan massa jakautuu epätasaisesti suhteessa pyörimisakseliin. Yksinkertaisesti sanottuna roottorin painopiste ei osu sen geometriseen akseliin.
Arkipäiväinen analogia: Ajattele, kuinka pesukone hyppii linkouksen aikana, kun pyykki kasaantuu toiselle puolelle. Tai kuinka auton ohjauspyörä tärisee suurella nopeudella, kun pyörää ei ole tasapainotettu renkaan vaihdon jälkeen. Molemmissa tapauksissa syynä on massan epätasainen jakautuminen pyörimisakselin ympärille. Aivan sama ilmiö tapahtuu teollisuusroottoreissa: metalli on painavampaa yhdessä kohdassa, ja pyöriessään tämä aiheuttaa heiton.
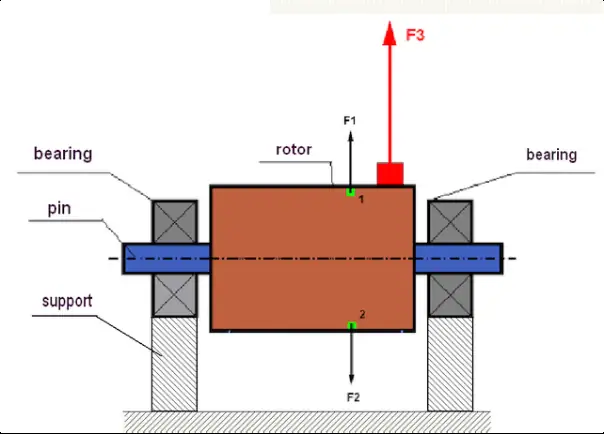
Kuva 1. Roottori ja keskipakovoimat: täydellisesti tasapainotetun roottorin voimat F1 ja F2 kumoavat toisensa, mutta epäsymmetrinen massa (punainen) synnyttää epätasapainovoiman F3
Epätasapainovoima käytännössä: Jo 10 gramman epätasapaino halkaisijaltaan yhden metrin puhallinroottorissa, joka pyörii nopeudella 1 500 rpm, synnyttää syklisen voiman, joka vastaa noin 12,5 kgf:ia! Se on kuin 12,5 kg:n vasara iskisi laakereihin 25 kertaa sekunnissa.
Ihannetapauksessa roottorin massa on symmetrinen pyörimisakselin suhteen. Pyörimisen aikana syntyvät keskipakovoimat kumoavat tällöin toisensa, eikä tärinää juuri esiinny. Mutta heti kun pieninkin epäsymmetria ilmaantuu (epätasainen kuluminen, lian kertyminen, valmistusvirhe), pyörimisen aikana syntyy epätasapainoinen keskipakovoima, joka aiheuttaa tärinää.
Epätasapainon tyypit
Epätasapaino voi esiintyä useassa muodossa. Erotetaan kolme perustyyppiä:
Staattinen epätasapaino (yksitasoinen)
Tämä syntyy, kun roottorin painopiste siirtyy pyörimisakselin suuntaisesti. Sen voi kuvitella yksittäisenä raskaana kohtana roottorissa. Jopa levossa, vaakasuorille tuille asetettuna, tällaisella roottorilla on taipumus pyörähtää niin, että raskas puoli jää alas.
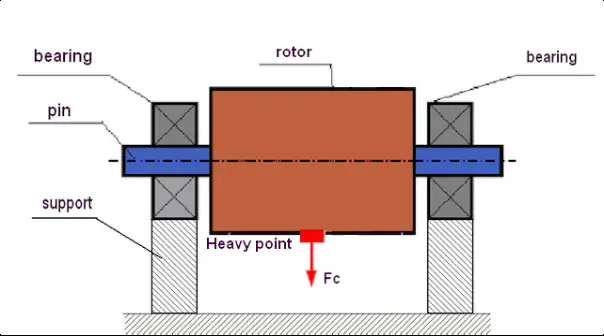
Kuva 2. Staattinen epätasapaino: raskas kohta pyörähtää aina alas painovoiman vaikutuksesta
Staattinen epätasapaino on tyypillistä kapeille, levymäisille roottoreille (hiomalaikat, ohuet hihnapyörät, kapeat puhaltimen siipipyörät). Se on suhteellisen helppo korjata kiinnittämällä yksi korjausmassa yhteen tasoon, diametraalisesti raskasta kohtaa vastapäätä.
Pariepätasapaino (momenttiepätasapaino)
Monimutkaisempi tapaus. Se syntyy, kun kaksi yhtä suurta epätasapainomassaa sijaitsee roottorin pituussuunnassa eri tasoissa 180° kulmassa toisistaan. Levossa tällainen roottori on tasapainossa: sillä ei ole yksittäistä raskasta kohtaa eikä se pyörähdä itsestään.
Pyöriessään nämä kaksi massaa kuitenkin synnyttävät parin (momentin), joka saa roottorin heilumaan tai huojumaan voimakkaasti. Pariepätasapainon korjaaminen vaatii massakorjausta vähintään kahdessa tasossa.
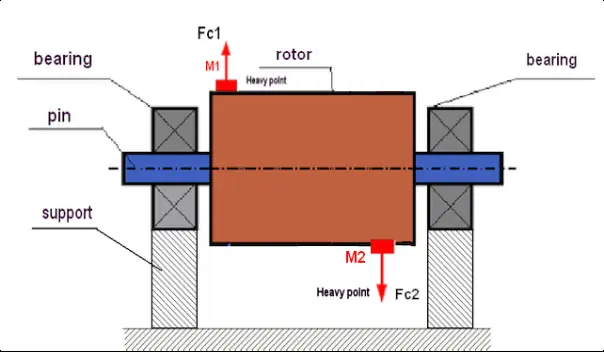
Kuva 3. Dynaaminen (pari)roottorin epätasapaino: erisuuruiset massat M1 ja M2 synnyttävät keskipakovoimaparin F1 ja F2, joka saa roottorin heilumaan
Dynaaminen epätasapaino
Tämä on yleisin ja käytännössä tavallisin tapaus. Dynaaminen epätasapaino on staattisen ja pariepätasapainon yhdistelmä. Se ilmenee vain pyörimisen aikana ja on useimpien teollisuusroottoreiden tärinän pääasiallinen syy.
Dynaamisen epätasapainon korjaaminen vaatii aina massakorjausta vähintään kahdessa tasossa (kaksitasoinen tasapainotus). Siksi ammattimainen dynaaminen tasapainotus tehdään erikoislaitteilla, jotka pystyvät mittaamaan tärinää useasta kohdasta samanaikaisesti.
Lisää epätasapainon tyypeistä: staattinen, pari ja dynaaminen — mikä on ero?
Epätasapainon syyt
Epätasapaino voi olla joko synnynnäistä (valmistusvirheistä johtuvaa) tai käytön aikana hankittua. Syiden ymmärtäminen auttaa korjaamaan nykyisen epätasapainon lisäksi myös estämään sen uusiutumisen.
Valmistukselliset (synnynnäiset) viat
Nämä syntyvät komponentin valmistusvaiheessa:
- Epätarkkuudet valussa tai koneistuksessa: epätasainen seinämäpaksuus, siirtyneet porareiät, sorvausvirheet
- Materiaalin epähomogeenisuus: valun huokoisuus sekä metallin sulkeumat ja ontelot luovat epätasaisen tiheysjakauman
- Kokoonpanovirheet: kun roottori kootaan useasta osasta (levyt, siivet, napa), toleranssit kasautuvat ja aiheuttavat epätasapainon
Laitteiston käyttöönottovaiheessa on riski synnynnäisestä epätasapainosta tehdasvikojen takia. Tästä syystä kriittiset laitteet (pumppujen ja puhaltimien roottorit, kampiakselit) kannattaa tasapainottaa ennen asennusta tai välittömästi kokoamisen jälkeen.
Käytönaikaiset (hankitut) viat
Nämä ilmaantuvat laitteen käytön aikana ja ovat yleisin epätasapainon syy:
- Epätasainen kuluminen: työpinnat kuluvat eri tahtiin — puhaltimen siivet, murskaimen vasarat, leikkuuterät. Hankauskuluminen, eroosio ja mekaaniset vauriot luovat epäsymmetriaa
- Muodonmuutos: ylikuumenemisen, iskun tai ylikuormituksen taivuttama akseli. Löysät kiinnitykset, joiden takia roottori pääsee vaeltamaan ja vääristymään käytön aikana
- Materiaalin kertyminen: pöly, lika ja prosessimateriaali kertyvät puhaltimen siipiin. Murskaimen roottoreihin tarttuu käsiteltävää materiaalia. Jo pieni epätasainen kertymä suurella säteellä aiheuttaa merkittävän epätasapainon
- Korroosio: kemiallinen korroosio ja sisään pääsevän nesteen pisaraeroosio aiheuttavat syöpymistä ja epätasaista massan menetystä
- Komponenttien irtoaminen: turbiinin siiven, hammaspyörän hampaan tai murskaimen vasaran äkillinen irtoaminen johtaa vakavaan, äkilliseen epätasapainoon
Hankittu epätasapaino kasvaa vähitellen käytön aikana. Siksi säännöllinen tärinädiagnostiikka ja suunnitelmallinen tasapainotustyö ovat olennainen osa kunnossapitoa.
Korjauksen yhteydessä syntyvät viat
Nämä syntyvät korjaustöiden jälkeen:
- Heikkolaatuinen kokoonpano: osien väärä asennus, kokoonpano-ohjeiden noudattamatta jättäminen
- Epäsymmetriset kiinnitykset: yksittäisten siipien, iskurien tai vasaroiden vaihtaminen ilman koko kokoonpanon uudelleentasapainotusta
- Hitsausvirheet: epätasainen hitsausliitos, massaltaan erisuuruiset hitsauspalot
- Huolimaton asennus: roottori asetettu vinoon akselille asennettaessa
Jokainen merkittävä puuttuminen roottorin rakenteeseen korjauksen aikana (osien vaihto, hitsaus, sorvaus) sisältää suuren riskin korjausperäisestä epätasapainosta ja vaatii pakollisen uudelleentasapainotuksen jälkikäteen.
Epätasapainon huomiotta jättämisen seuraukset
Jopa pienen epätasapainon huomiotta jättäminen johtaa tuhoisaan ketjureaktioon:
Epätasapainon vaarat:
- Nopeutunut laakereiden kuluminen: jopa 80 % laakereiden vioista aiheutuu tasapainotus- tai kohdistusongelmista. Käyttöikä voi laskea useista vuosista muutamaan kuukauteen
- Halkeamat rakenteessa: jatkuva tärinä aiheuttaa metallin väsymistä, joka johtaa halkeamiin rungossa ja perustuksessa sekä kiinnityspulttien löystymiseen
- Ylimääräinen energiankulutus 10–25 %: huomattava osa energiasta ei kulu hyödylliseen työhön vaan koneen tärisyttämiseen
- Tuotteen laadun heikkeneminen: tärinä vaikuttaa kielteisesti valmistusprosessiin
- Hätäseisokki: epätasapaino johtaa lopulta äkilliseen vikaantumiseen ja koko tuotantolinjan pysähtymiseen
- Turvallisuusriskit: lisääntynyt melu, operaattorin väsyminen ja pyörivien osien irtoamisriski
Kuinka tunnistaa tärinän syy: opas tärinädiagnostiikkaan
Luku 2: Dynaaminen tasapainotus — nykyaikainen ratkaisu
Dynaaminen tasapainotus on pyörivän osan epätasapainon poistamista, joka tehdään roottorin pyöriessä (käyttötilassa). Toisin kuin staattinen tasapainotus, joka tehdään ilman pyörimistä, dynaaminen tasapainotus mahdollistaa sekä staattisen epätasapainon (siirtynyt painopiste) että pariepätasapainon (massan epätasainen jakautuminen roottorin pituussuunnassa) korjaamisen.
Kuinka se toimii: 5 vaihetta
Ammattimainen dynaaminen tasapainotus tehdään useassa vaiheessa:
- Tärinän mittaaminen: erittäin herkät anturit (kiihtyvyysanturit) mittaavat tärinän amplitudin ja vaiheen laakeritukien kohdalta
- Raskaan kohdan paikantaminen: erikoislaite (tärinäanalysaattori-tasapainotin) analysoi signaalin ja määrittää tarkasti, missä epätasapainomassa sijaitsee roottorissa
- Korjausmassojen laskeminen: saaduista tiedoista lasketaan automaattisesti korjausmassan (tai kaksitasoisessa tasapainotuksessa useiden massojen) tarkka paino ja kulma-asema
- Massojen kiinnittäminen/poistaminen: korjausmassat kiinnitetään roottoriin (hitsaamalla tai ruuveilla), tai päinvastoin ylimääräistä massaa poistetaan (poraamalla)
- Tarkistusmittaus: massojen kiinnittämisen jälkeen tärinä mitataan uudelleen sen varmistamiseksi, että taso on laskenut sallittuihin rajoihin
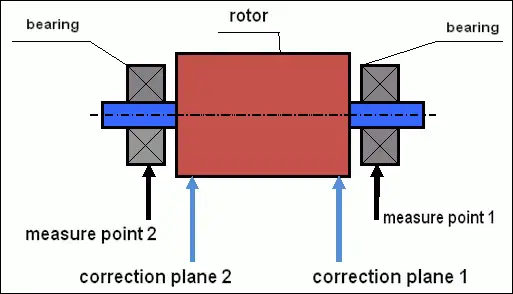
Kuva 4. Dynaamisen tasapainotuksen kaavio: tärinäanturit asennetaan tukiin kohtiin 1 ja 2, ja korjausmassat kiinnitetään kahteen korjaustasoon
Tärinädiagnostiikka- ja tasapainotuspalvelut
Teemme tärinädiagnostiikan ja selvitämme kohonneen tärinän syyt laitteissanne
Ota yhteyttäLuku 3: Mitkä laitteet tarvitsevat tasapainotusta?
Lähes mikä tahansa pyörivä komponentti voi vaatia tasapainotusta. Tässä tärkeimmät kohteet, joiden parissa asiantuntijat työskentelevät:
3.1. Puhaltimet ja savukaasupuhaltimet
Teollisuuspuhaltimet ovat erityisen alttiita epätasapainolle. Käytön aikana pöly, lika ja prosessimateriaali kertyvät siipipyörän siipiin ja siirtävät painopistettä. Myös epätasainen siipien kuluminen, vääristyminen ja korroosio ovat mahdollisia.
Erään betonitehtaan savukaasupuhaltimen tasapainotuksen jälkeen saavutettiin vuosittainen sähkösäästö noin 7 000 € ja laakereiden käyttöikä kasvoi 4 kuukaudesta 2 vuoteen.
Lisätietoja: 5 teollisuuspuhaltimen tärinän syytä ja kuinka ne poistetaan
3.2. Sähkömoottorit ja generaattorit
Sähkömoottoreiden roottorit ja generaattoreiden ankkurit ovat yleisimpiä tasapainotuskohteita. Moottorin käämityksen uudelleenkäämimisen jälkeen roottorin tasapainotus on pakollista, koska uudelleenkäämintä voi muuttaa massan jakautumista. Jopa pieni epätasapaino suurella pyörimisnopeudella (3 000 rpm) synnyttää merkittäviä tärinävoimia.
Erityishuomioita sähkömoottoreiden tasapainotuksessa:
- Ankkuri tasapainotetaan usein kokoonpanona kommutaattorin kanssa
- Vaadittu tasapainoluokka on yleensä G2.5–G6.3
- Uudelleenkäämimisen jälkeen mahdollista on sekä mekaaninen että magneettinen epätasapaino
- Verstastasapainotus on tarkkuuden vuoksi suositeltavaa
Lisätietoja: sähkömoottorin ankkurin tasapainotus uudelleenkäämimisen ja korjauksen jälkeen
3.3. Pumput ja kompressorit
Pumppujen juoksupyörät, turbiinien roottorit ja kompressorien siipipyörät ovat liiketoimintakriittisiä laitteita monilla teollisuudenaloilla. Pumpun juoksupyörän epätasapaino aiheuttaa tärinän lisäksi myös muita ongelmia:
- Mekaanisten tiivisteiden ennenaikainen vikaantuminen: tärinä aiheuttaa akselin heittoa, joka tuhoaa tiivisteen ja johtaa vuotoihin
- Kavitaatio: tärinästä johtuva epävakaa käynti voi pahentaa kavitaatioilmiöitä
- Laakereiden lisääntynyt kuluminen: erityisen kriittistä korkeapainepumpuille
Kun teollisuuspumppu korjataan, jokainen juoksupyörä on tasapainotettava — verstaalla (jos se on irrotettu) tai paikan päällä (koottuna). Usein käytetään yhdistelmätapaa: juoksupyörä tasapainotetaan ensin erikseen, minkä jälkeen koko koottu pumpun roottori tasapainotetaan koottuna.
Lisätietoja: pumppujen tasapainotus ja tiivisteiden käyttöiän pidentäminen
3.4. Maatalouskoneet
Leikkuupuimurien puintirummut, olkisilppurien roottorit, iskurit, niittomurskainten akselit ja rotaatioruohonleikkurit. Maataloudessa koneen rikkoutuminen kesken kylvön tai sadonkorjuun tarkoittaa seisokin lisäksi suoria tappioita menetetystä sadosta.
Lisätietoja: maatalouskoneiden tasapainotus koko kauden luotettavuuden takaamiseksi
Luku 4: Kaksi päälähestymistapaa: verstaalla vai paikan päällä?
Tasapainotustöiden tekemiseen on kaksi perustapaa, joilla kummallakin on omat etunsa ja käyttöalueensa.
Verstastasapainotus (koneella)
Roottori (tai akseli tai pyörä) irrotetaan koneesta ja asennetaan erilliseen tasapainotuskoneeseen. Kone pyörittää roottorin tarvittavaan nopeuteen ja mittaa epätasapainon. Nykyaikaiset tasapainotuskoneet ovat tietokoneohjattuja: ne laskevat epätasapainon poistamiseen tarvittavien massojen suuruuden ja kulma-aseman.
Edut: yksittäisen komponentin korkea tasapainotustarkkuus, mahdollisuus tehdä samalla muita korjaustöitä (sorvaus, hitsaus) ja hallitut verstasolosuhteet.
Haitat: vaatii komponentin täydellisen purkamisen, kuljetuksen ja myöhemmän uudelleenkokoamisen, mikä lisää huomattavasti laitteen seisokkiaikaa. Se ei myöskään ota huomioon kytkettyjen järjestelmien vaikutusta: tukien, laakereiden ja perustuksen.
Tasapainotus paikan päällä (in situ)
Tasapainotus tehdään suoraan asiakkaan laitteella, sen omissa laakereissa, roottoria irrottamatta. Kannettavan tärinänmittausjärjestelmän ja lasertakometrin avulla insinööri tasapainottaa yksikön sen käyttönopeudella siellä, missä se on asennettu.
Edut: mahdollisimman lyhyt seisokkiaika (työ kestää usein vain muutaman tunnin) ja merkittävät säästöt purkamisessa ja uudelleenkokoamisessa. Pääetu on, että koko järjestelmä tasapainotetaan kokoonpanona todelliset käyttöolosuhteet huomioon ottaen.
Haitat: roottoriin on päästävä käsiksi korjausmassojen kiinnittämistä varten, ja yksikön on voitava käynnistää ja pysäyttää useita kertoja.
Yksityiskohtainen vertailu: tasapainotus paikan päällä vs. verstastasapainotus — kumpi valita?
Luku 5: Tasapainoluokat ja ISO-standardit
Tasapainotuksen laatu arvioidaan kansainvälisten standardien mukaan. Keskeinen asiakirja on ISO 21940-11 (aiemmin ISO 1940-1), joka määrittelee tasapainoluokat (merkitään kirjaimella G).
Mitä G-luokka tarkoittaa?
Luokka määrittelee sallitun jäännösepätasapainon tasapainotuksen jälkeen. Mitä pienempi G-luku, sitä tiukempi tarkkuusvaatimus. Kullakin laitetyypillä on oma suositeltu luokkansa:
| G-luokka | Laitetyyppi | Esimerkkejä |
|---|---|---|
| G16 | Karkea tasapainotus | Murskaimet, maatalouskoneet, kardaaniakselit |
| G6.3 | Tavanomainen teollisuuslaatu | Puhaltimet, pumput, sähkömoottorit |
| G2.5 | Korkeampi laatu | Turbiinit, kompressorit, työstökoneiden käytöt |
| G1.0 | Tarkkuustasapainotus | Työstökoneiden karat |
| G0.4 | Erittäin tarkka tasapainotus | Tarkkuushiomakoneiden karat |
Yksityiskohtainen opas: tasapainoluokat ISO 21940-11:n mukaan laskentakaavoineen
Luku 6: Miksi tasapainotus on investointi, ei kustannus
Roottorin tai akselin tasapainotuksen kustannus on verrattomasti pienempi kuin ne seisokit ja korjaukset, joita aiheutuu, kun tärinä poistaa laitteen käytöstä. Tasapainottamalla koneet ajoissa säästät laakereiden vaihdossa, koteloiden korjauksissa ja suunnittelemattomissa tuotantopysähdyksissä.
Suorat säästöt tasapainotuksesta:
- Laakereiden kustannukset alenevat 70–80 %: oikea-aikainen tasapainotus pidentää laakereiden käyttöikää moninkertaisesti
- Energiasäästöt 10–25 %: tasapainotettu laite kuluttaa vähemmän energiaa, koska se ei tuhlaa tehoa tärinään
- Kalliin seisokin ehkäisy: tuotantolinjan hätäseisokki voi maksaa satoja tuhansia euroja päivässä
- Laitteen käyttöikä kasvaa 2–3-kertaiseksi: ilman tärinää metalliin ei synny väsymisvaurioita
Tapaustutkimus: betonitehdas
Laite: kattilayksikön savukaasupuhallin
Ongelma: kohonnut tärinä, laakereita vaihdetaan joka 4. kuukausi
Ratkaisu: siipipyörän dynaaminen tasapainotus paikan päällä
Tulos:
- Sähkösäästö: noin 7 000 €/vuosi
- Laakereiden käyttöikä: 4 kuukaudesta 2 vuoteen
- Sijoitetun pääoman tuotto (takaisinmaksu): 2 kuukautta
Täydellinen laskelma: tasapainotuksen taloudellinen vaikutus todellisin esimerkein
Ammattimainen tasapainotuskeskus: mikä on tärkeää
Tasapainotus ei ole pelkästään tekninen toimenpide vaan vastuullista työtä, joka vaatii osaamista ja kokemusta. Kun uskot sen ammattilaisille, saat takuun laadukkaasta tuloksesta.
Asiantuntijoiden suositukset tasapainotuksesta
Näiden suositusten noudattaminen auttaa sinua saamaan tasapainotuksesta suurimman hyödyn ja pidentämään laitteesi käyttöikää.
Usein kysytyt kysymykset
Milloin roottorit tarvitsevat tasapainotusta?
Tasapainotus on tarpeen aina, kun tärinätasot nousevat, jokaisen pyöriviin osiin kohdistuvan korjauksen jälkeen, roottorin komponenttien vaihdon jälkeen sekä säännöllisesti osana suunnitelmallista kunnossapitoa (tyypillisesti kerran 1–2 vuodessa liiketoimintakriittisille laitteille).
Voidaanko laitteet tasapainottaa ilman purkamista?
Kyllä. Tätä kutsutaan tasapainotukseksi paikan päällä eli kenttätasapainotukseksi. Kannettavien laitteiden avulla asiantuntija voi tasapainottaa roottorin siellä, missä se on asennettu, irrottamatta sitä koneesta. Tämä tapa säästää sekä aikaa että purkamiskustannuksia.
Kuinka paljon tasapainotus maksaa?
Hinta riippuu roottorin painosta, laitteen monimutkaisuudesta ja tasapainotusmenetelmästä. Suuntaa antavasti: pienet roottorit (enintään 100 kg) — alkaen 150–250 EUR, keskikokoiset (100–1 000 kg) — alkaen 250–500 EUR, suuret (yli 1 000 kg) — alkaen 500 EUR.
Tasapainotus ja tärinädiagnostiikka
Työkalut itse tekemiseen ja asiantuntijoidemme palvelut