Viimeksi tarkistettu 30. toukokuuta 2026
Tasapainoluokat ISO 21940-11:n mukaan: kuinka valita oikea toleranssi laitteistollesi
Tasapainotuksen laatua ei tule arvioida subjektiivisesti (”tärinä on vähentynyt”) vaan objektiivisin, mitattavin kriteerein. Kansainväliset standardit asettavat selkeät vaatimukset sallitulle jäännösepätasapainolle tasapainotuksen jälkeen.
Keskeinen asiakirja on ISO 21940-11 (aiemmin ISO 1940-1:2007), ”Mekaaninen värähtely — Roottoreiden tasapainotus — Menettelyt ja toleranssit jäykästi käyttäytyville roottoreille”.
Miksi standardeja tarvitaan:
- Ne muuttavat subjektiivisen arvion objektiiviseksi, mitattavaksi kriteeriksi
- Ne toimivat perustana asiakkaan työn hyväksynnälle
- Ne löytävät tasapainon teknisen välttämättömyyden ja taloudellisen järkevyyden välillä
- Ne suojaavat sekä urakoitsijaa että asiakasta riitatilanteessa
Mitä G-luokka tarkoittaa selkokielellä
Tasapainon laatuluokka (merkitään kirjaimella G) määrittelee sallitun jäännösepätasapainon tasapainotuksen jälkeen. Mitä pienempi G-luku, sitä tiukempi tasapainotustarkkuuden vaatimus.
Fyysinen merkitys: G-luku vastaa roottorin massakeskipisteen ratanopeutta käyttönopeudella — sallitun ominaisepätasapainon ja kulmanopeuden tulo (eper × Ω), ilmaistuna mm/s. Esimerkiksi luokka G6.3 vastaa 6,3 mm/s.
Tärkeää: tämä on jäännösepätasapainonominaisuus, ei kotelon tai laakeripesän värähtelynopeus, joka mitataan käyvästä koneesta ISO 20816-3:n mukaan. Ne liittyvät toisiinsa, mutta eivät ole sama luku.
Tärkeä periaate: jokaisella laitetyypillä on oma suositeltu tasapainon laatuluokkansa, joka pysyy vakiona pyörimisnopeudesta tai roottorin massasta riippumatta. Esimerkiksi:
- Murskaimet → aina luokka G16
- Puhaltimet ja pumput → aina G6.3
- Turbiinit → aina G2.5
- Karat → aina G1.0 tai G0.4
G-tasapainoluokkien taulukko eri laitteistoille
| G-luokka | Sallittu värähtelynopeus (mm/s) | Laitetyyppi | Esimerkkiroottoreita |
|---|---|---|---|
| G4000 | 4000 | Erittäin karkea tasapainotus | Jäykästi kiinnitetyt hidaskäyntisten laivadieselien kampiakselit (pariton sylinterimäärä) |
| G16 | 16 | Karkea tasapainotus | Murskaimet, maatalouskoneiden akselit, nivelakselit (kardaaniakselit) |
| G6.3 | 6.3 | Teollisuuden standardilaatu | Pumppujen roottorit, puhaltimien juoksupyörät, sähkömoottoreiden ankkurit, prosessilaitteiden osat |
| G2.5 | 2.5 | Korkeampi laatu | Kaasu- ja höyryturbiinien roottorit, turbokompressorit, työstökoneiden käytöt, erikoissähkömoottoreiden ankkurit |
| G1.0 | 1.0 | Tarkkuustasapainotus | Hiomakoneiden käytöt, karat |
| G0.4 | 0.4 | Erittäin korkean tarkkuuden tasapainotus | Tarkkuushiomakoneiden karat, gyroskoopit |
← Katso myös tasapainon laatuluokkia koskeva osio täydellisestä oppaasta
Kuinka laskea sallittu jäännösepätasapaino
ISO 21940-11 mahdollistaa sallitun jäännösepätasapainon tarkan arvon laskemisen, joka toimii tavoitelukuna tasapainotuksen aikana.
Laskenta tehdään kahdessa vaiheessa:
Vaihe 1: Sallitun ominaisepätasapainon (eper)
Kaava:
eper = (G × 9549) / n
Missä:
- G — tasapainon laatuluokka (esimerkiksi 6,3)
- n — käyttöpyörimisnopeus, rpm
- eper — sallittu ominaisepätasapaino, μm (tai g·mm/kg)
Vaihe 2: Sallitun jäännösepätasapainon (Uper)
Kaava:
Uper = eper × M
Missä:
- M — roottorin massa, kg
- Uper — sallittu jäännösepätasapaino, g·mm
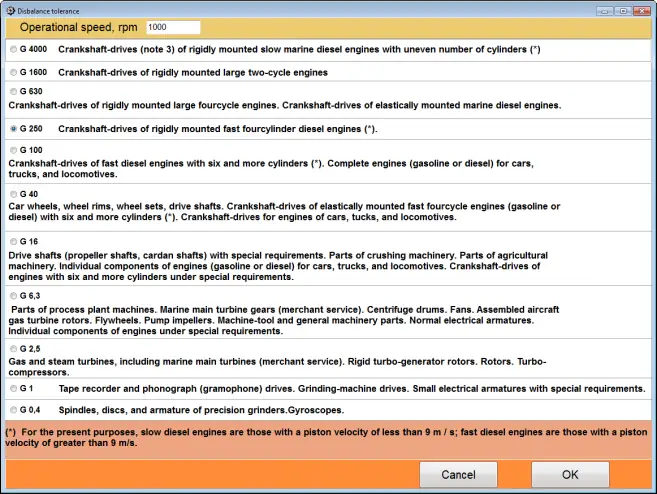
Kuva 1. Tasapainotustoleranssin laskentaikkuna Balanset-1A-ohjelmistossa: automaattinen laskenta ISO 1940-1:n mukaan
Tasapainotus standardien mukaisesti todennettuna
Suoritamme tasapainotuksen ISO 21940-11:n mukaan lasketulla toleranssilla ja annamme vaatimustenmukaisuustodistuksen
Tilaa palveluKäytännön esimerkkejä
Esimerkki 1: teollinen puhallin
Lähtötiedot:
- Roottorin massa (juoksupyörä + akseli): M = 150 kg
- Käyttönopeus: n = 1500 rpm
- Tasapainon laatuluokka: G = 6,3 (puhaltimien standardi)
Laskenta:
- eper = (6,3 × 9549) / 1500 = 40,1 μm (g·mm/kg)
- Uper = 40,1 × 150 = 6015 g·mm
Johtopäätös: tasapainotuksen jälkeen jäännösepätasapaino ei saa ylittää 6015 g·mm (eli noin 6000 g·mm pyöristettynä).
Esimerkki 2: 30 kW:n sähkömoottorin roottori
Lähtötiedot:
- Roottorin massa: M = 25 kg
- Käyttönopeus: n = 3000 rpm
- Tasapainon laatuluokka: G = 2,5 (korkeampi laatu)
Laskenta:
- eper = (2,5 × 9549) / 3000 = 7,96 μm
- Uper = 7,96 × 25 = 199 g·mm
Johtopäätös: moottori vaatii tarkempaa tasapainotusta (luokka G2.5 eikä G6.3), koska se pyörii suurella nopeudella.
Esimerkki 3: hiomakoneen kara
Lähtötiedot:
- Karan massa työkaluineen: M = 5 kg
- Käyttönopeus: n = 6000 rpm
- Tasapainon laatuluokka: G = 1,0 (tarkkuustasapainotus)
Laskenta:
- eper = (1,0 × 9549) / 6000 = 1,59 μm
- Uper = 1,59 × 5 = 7,95 g·mm
Johtopäätös: suurinopeuksisille tarkkuuskaroille vaatimukset ovat erittäin tiukat — toleranssi on kymmenen kertaa pienempi kuin puhaltimilla.
Käytännön soveltaminen: jos lopullinen tasapainotusraportti osoittaa, että jäännösepätasapaino on lasketun ISO-toleranssin sisällä, työ katsotaan korkeatasoisesti suoritetuksi. Tämä on objektiivinen, oikeudellisesti merkityksellinen kriteeri.
Yhteys laitteiston tärinään
ISO 21940-11:n (epätasapainotoleranssi) lisäksi on olemassa ISO 20816-3:2022 — joka korvasi nyt poistetun ISO 10816-3:n — ja joka säätelee laitteiston sallittuja tärinätasoja laakeripesistä mitattuna. Se luokittelee koneet ryhmiin ja kahteen perustustyyppiin (jäykkä/joustava).
| Koneryhmä | Teho (P), kW | Alueiden rajat (mm/s) | ||
|---|---|---|---|---|
| A/B Hyvä |
B/C Hyväksyttävä |
C/D Hälytys |
||
| Ryhmä 1 (Suuret koneet) |
P > 300 kW | 2.3 | 4.5 | 7.1 |
| Ryhmä 2 (Keskikokoiset koneet) |
15 kW < P ≤ 300 kW | 1.4 | 2.8 | 4.5 |
Huomio: tiedot jäykällä perustuksella olevista koneista.
Kuntotilojen tulkinta:
Alue A: Hyvä
Uuden laitteen kunto. Toimenpiteitä ei tarvita.
Alue B: Hyväksyttävä
Rajoittamaton käyttö on sallittu. Seuranta on suositeltavaa.
Alue C: Väliaikaisesti hyväksyttävä
Laitteisto tarvitsee diagnostiikkaa tärinän syiden löytämiseksi ja poistamiseksi.
Alue D: Ei hyväksyttävä (Hälytys)
Tärinä voi aiheuttaa vaurioita. Välitön pysäytys ja korjaus ovat välttämättömiä.
Kriittiset tärinätasot:
- Yli 7 mm/s on ISO:n mukaan jo vaarallinen — laite tulee pysäyttää diagnostiikkaa varten laakereiden ja kotelon tuhoutumisen estämiseksi
- Yli 10 mm/s voi johtaa kotelon hitsaussaumojen väsymismurtumiin ja komponenttien nopeaan vaurioitumiseen. Tämä on kriittinen alue!
Standardit täydentävät toisiaan: ISO 21940-11 määrittää tasapainotuksen tavoitelaadun, kun taas ISO 20816-3 arvioi koneen todellisen tärinätilan.
Johtopäätös
ISO 21940-11 ei ole pelkkä muodollinen vaatimus vaan käytännöllinen työkalu tasapainotuksen laadun varmistamiseen. Sen avulla voit:
- arvioida tehdyn työn laadun objektiivisesti
- valita taloudellisesti perustellun tarkkuustason
- suojata sekä asiakkaan että urakoitsijan edut
- todistaa laadun dokumentoidusti
Nykyaikaisissa tasapainotuslaitteissa, kuten Balanset-1A:ssa, on sisäänrakennettu ISO 1940-1:n mukainen toleranssilaskuri, joka laskee tavoitearvot automaattisesti ja vertaa saavutettuja tuloksia niihin.
Tasapainotus ISO-standardien mukaan
Laitteet ja palvelut, joiden toleranssit on laskettu standardien mukaan
Tasapainotuspalvelut
Tasapainotus ISO-laskelmilla ja vaatimustenmukaisuustodistuksella
Tilaa palveluPikalista
- Valitse G-luokka laitetyypillesi
- Kirjaa roottorin käyttönopeus (rpm) ja massa
- Laske e_per = (G x 9549) / n
- Laske U_per = e_per x M
- Varmista, että jäännösepätasapaino on toleranssin sisällä
- Anna vaatimustenmukaisuustodistus